How to Evaluate an OEM vs ODM Lithium Battery Manufacturer
Long-Form Analysis
An OEM manufacturer builds to your design. An ODM manufacturer sells its own design for you to rebrand.
Cells
Spend most of your evaluation effort here. Everything else is secondary, and that is not a rhetorical setup for a balanced discussion of ten topics. It means the BMS section later will be short, the certifications section will be a few sentences, and some topics that a comprehensive guide would cover will not appear at all, because the cell procurement story is where buyers lose money and where evaluation effort pays back the most.
Pack assemblers in southern China buy cells through distribution. The big producers, CATL, Samsung SDI, LG, EVE, require volume commitments for direct accounts that most assemblers cannot hit. So a 36V e-bike pack might be built with Samsung 50E cells that went through two or three intermediaries before landing on the assembler's receiving dock. The cells are genuine. The model number checks out. The problem is the five months between when Samsung produced them and when they got soldered into anything.
A distributor in Bao'an bought a liquidated lot, cancelled order, good cells, priced right. Stored them in a warehouse that is really just a building with fans. Guangdong summer. Thirty-five-plus degrees for months. Humidity that makes the air feel like a wet towel. The cells sat.
SEI thickening on the anode. Cyclable lithium consumed. IR creeping up. All well-characterized degradation mechanisms. All slow enough, at the lot level, to fall within the normal spread you would see between any two production lots. The cells arrive at the pack assembler, get measured at incoming, OCV fine, impedance fine, get built into packs, packs pass EOL testing, ship out.
Cycle 350, cycle 400. Capacity retention is off the expected curve. An e-bike rider who was getting 45 miles per charge in month two is getting 33 miles in month fourteen. The pack is not "failing" in any dramatic way. It is aging faster than it should. The rider does not file a warranty claim immediately; they wonder if they are imagining it, then they ask on a forum, then six months later the complaint reaches the brand, then the brand contacts the buyer, then the buyer contacts the assembler, and by then the cells have been in the field for two years and every lot record looks clean.
This is the single most common quality problem in the lithium battery supply chain and it has no good technical fix at the incoming inspection stage. The capacity loss from five months of hot storage might be two, three percent at most, buried in measurement noise. You would need to compare against a freshly-produced reference from the same batch, which does not exist. You would need to do a full charge-discharge cycle on a statistical sample and compare the measured capacity against the cell producer's published typical, which most assemblers do not do because a full cycle test takes hours per cell and they are receiving tens of thousands of cells per week.
So evaluation of cell sourcing is not a measurement exercise. It is a supply chain audit exercise. Where does the assembler get its cells? If the answer is a direct account with the producer, good. If the answer is distribution, then: which distributor? What are the storage conditions? Is there temperature-logged storage documentation? Date codes on incoming lots?
Almost every assembler buying through distribution will answer: we use a trusted trading company, the cells are genuine, here is the spec sheet. Push past that. Ask for the distributor's name. Ask whether the distributor has ISO-certified warehousing. Ask whether temperature records come with each lot shipment. The answers will usually be some form of no, and that is the evaluation output. Not a disqualification. A risk factor that should inform how you structure warranty terms and how much faith you place in the pack's published cycle life number.
Grading is the other piece. A-grade cells hit every datasheet spec. B-grade miss on capacity or IR by a margin that varies by producer. The 50E rated at 5000mAh might measure 4850mAh median on a B-grade lot. Price difference between A and B is enough to swing a competitive bid. Quotation language encodes this: "Samsung INR21700-50E" commits to a specific cell. "Equivalent to 50E" does not. "Equivalent" can mean B-grade Samsung, or it can mean Lishen or BAK or something else entirely.
Incoming inspection records from the assembler's receiving dock. Not outgoing pack data. Three lots. Plot the capacity histogram. If the median is sitting well below the producer's published typical, the grade is not what you were told. Fifteen minutes of spreadsheet work. The hit rate on catching grading misrepresentation with this method is remarkable given how simple it is.
One thing to be aware of that connects the grading issue to the storage issue: B-grade cells that were also poorly stored are the worst combination, because the starting point is already lower and the degradation trajectory is steeper. A pack built with B-grade cells that sat in a hot warehouse will hit 80% capacity retention significantly earlier than the datasheet predicts, even if you adjust for the B-grade starting capacity. The two effects compound. And because both are invisible at incoming, the pack assembler may genuinely not know what it is shipping.
BMS
Short section because the evaluation method here boils down to one conversation.
Off-the-shelf BMS modules from the Shenzhen ecosystem are fine for powerbanks. For anything above maybe 30A continuous or below 0°C operating, the limitations pile up: slow passive balancing that cannot keep up with cell divergence after a year of cycling, voltage-table SOC estimation that loses accuracy at exactly the conditions where accuracy matters most, fixed protection thresholds.
Ask the manufacturer how the BMS handles CC-to-CV transition at around minus 10°C. IR rises at cold temperatures, terminal voltage overshoots during charging, a BMS triggering CV on raw terminal voltage underfills the pack. The answer to this question comes from a firmware engineer who has spent time in a thermal chamber, or it does not come at all, and that sorts manufacturers into two categories cleanly enough that there is nothing more to add.
Samples
PPAP. Production Part Approval Process. Borrowed from automotive. Locks every variable before mass production starts: cell spec with measurable ranges, firmware version by hash, weld parameters, test limits. Requires first-article inspection from the production line, not the engineering bench.
Ask for one. If the manufacturer knows what it is, you are dealing with a process-driven operation. If they have not encountered the term, you are dealing with something else. Both can produce good batteries. Only one can produce good batteries consistently across shifts and seasons and personnel turnover.
ODM
The hoverboard recalls at cpsc.gov, 2016-2017, tell the story better than any evaluation framework. Read the actual notices, not summaries. Count the brands. Then count the distinct ODM suppliers behind them. The ratio explains how ODM risk concentrates.
ODM evaluation comes down to one thing: has this product been shipping long enough, in high enough volume, to have encountered its own failure modes, and did the engineering team respond? Ask for revision history. A product that has been revised tells you problems existed and got fixed. A product shipping unchanged for years, hard to say what that means without being inside the company. Could be exceptional first-time design. There is no way to distinguish from outside, and the manufacturer has every incentive to claim the flattering interpretation.
Certifications
UN38.3 is a transport test. Not a product safety certification, despite how ODM marketing uses it. IEC 62133 covers product safety. UL programs add factory audits. All bind to a specific tested configuration; get the test report and compare to what is currently offered. Certification transfer for rebranded ODM products costs money and time that consistently does not make it into the initial sourcing budget.
The Factory
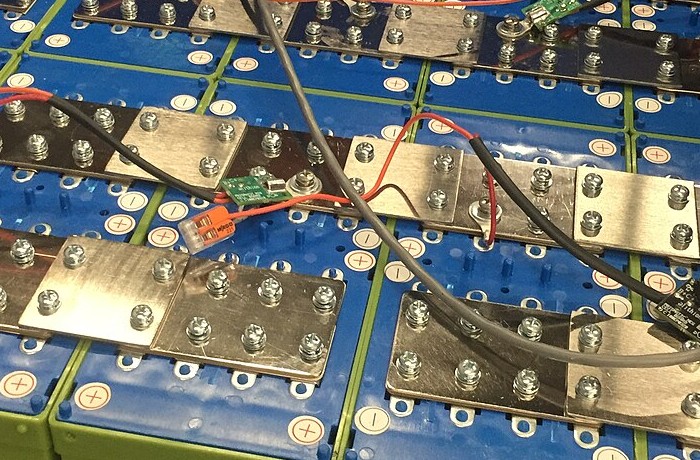
The aging room and the hand-soldering benches. Those two stations tell you more than the rest of the tour combined.
Aging: packs resting under monitored conditions for a week or more, voltage logged automatically, acceptance criteria in software, nonzero rejection rate. If rejection is zero on meaningful volume, the criteria are not catching the latent micro-shorts they are supposed to catch.
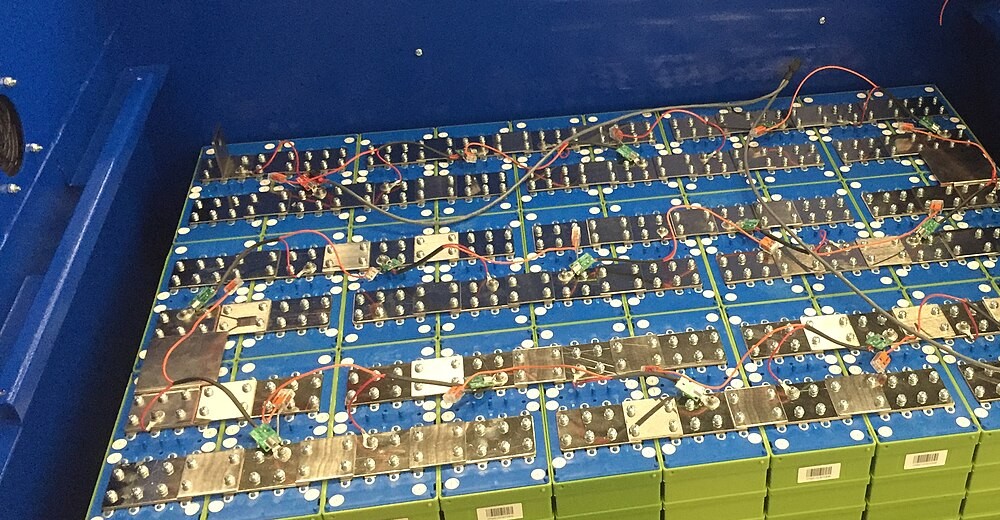
Hand-soldering: the one step where quality depends entirely on the person holding the iron. A laser welder runs the same program regardless of who presses start. A hand-soldering station shows you whether operator training and discipline are real or aspirational. Dirty tips, burnt flux, missing fume extraction, disorganized wire bins. All visible in about thirty seconds of looking.
The thing that connects back to the cells section: check how cells are stored between process steps. Open shelving in a non-climate-controlled building means cells are accumulating ambient heat exposure during inter-station waits. A few hours at a time, overnight between shifts, across a full assembly flow in July in Dongguan. Same mechanism as the distributor warehouse problem, smaller increments, but over the full assembly timeline it compounds.
IP, Timing
OEM manufacturers that also run ODM lines in the same market segments absorb engineering insights from OEM projects into their ODM products over time. Engineers carry knowledge between projects. NDAs do not address this because the transfer is too diffuse. Revenue composition between OEM and ODM predicts the risk. Heavily OEM-dependent manufacturers protect customer relationships because those relationships are the revenue base. Asking about revenue split is uncomfortable and worth doing.
Chinese New Year disrupts production for about six weeks. Pre-holiday rush brings temporary staff and overtime. Post-holiday brings workforce turnover as workers collect bonuses and change employers. Operators who knew your process in November might be gone in March. May through August is the stable window, worth targeting when scheduling permits.
Choosing
ODM for generation one. Collect field data. Commission OEM for generation two using specs that came from how customers actually used the product. Use the same manufacturer for both if they run both lines; application context carries over.